







Pengenalan tembaga aluminium brazingBoth tembaga dan aluminium digunakan untuk membuat konduktor elektrik, dan ketumpatan aluminium adalah satu pertiga daripada tembaga. Oleh itu, penyambung aluminium dan tembaga membentuk boleh mengurangkan kos, mengurangkan kualiti komponen mekanikal, dan menggunakan kelebihan masing-masing....
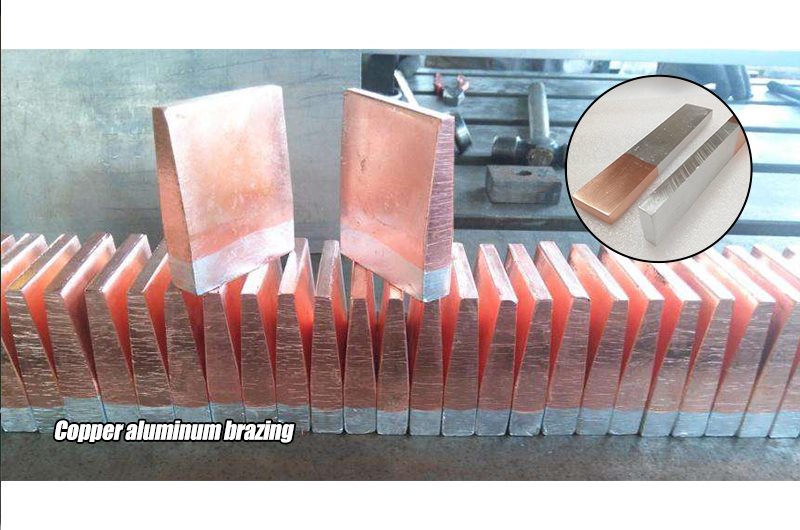
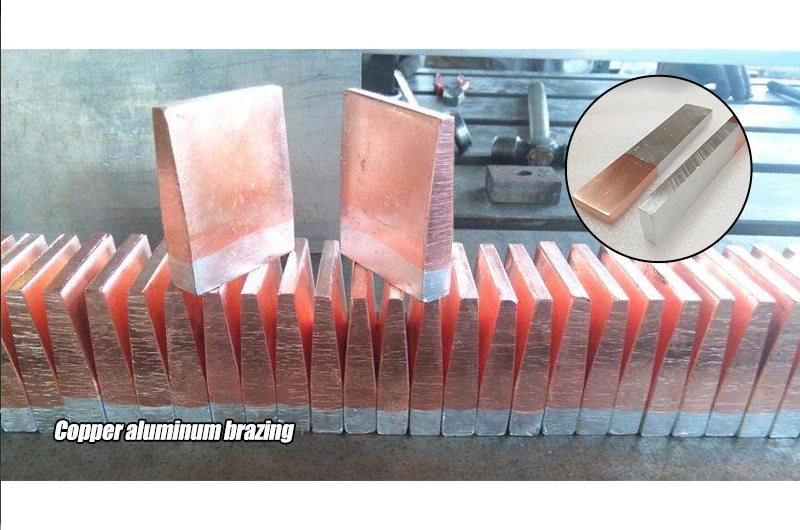
Pengenalan brazing aluminium tembaga
Kedua-dua tembaga dan aluminium digunakan untuk membuat konduktor elektrik, dan ketumpatan aluminium adalah satu pertiga daripada tembaga. Oleh itu, penyambung aluminium dan tembaga membentuk boleh mengurangkan kos, mengurangkan kualiti komponen mekanikal, dan menggunakan kelebihan masing-masing.
Kaedah brazing aluminium tembaga
- Proses kimpalan: proses brazing, oksigen-propana (gas asli), oksigen-acetylene, petroleum cecair gas api brazing.
- Alat kimpalan: silinder gas dengan gas cecair petroleum, obor brazing.
- Pratreatmen kimpalan
(1) Kimpalan paip tembaga dan aluminium
- Reka bentuk bersama: Jurang unilateral sendi perlu dikawal pada 0.08 ~ 0.2mm, dan panjang kimpalan secara amnya tidak lebih daripada 30mm.
- Rawatan permukaan: Gunakan lye atau penyelesaian pembersihan logam untuk membersihkan minyak dan bahan cemar lain di kawasan kimpalan bersama, dan kemudian gunakan pengikis (atau kertas pasir kasar, atau berus tembaga, atau berus dawai) untuk mengikis lapisan penebat di permukaan kawasan kimpalan sendi .
Nota: Ia tidak boleh digilap, kerana pateri dikimpal oleh tindakan kapilari, dan ia tidak kondusif untuk kimpalan selepas menggilap.
(2) Kimpalan bar tembaga dan bar aluminium (atau wayar tembaga dan wayar aluminium):
Gunakan lye atau penyelesaian pembersihan logam untuk membersihkan minyak dan bahan cemar lain dari kawasan kimpalan, dan kemudian gunakan berus tembaga (atau berus dawai, atau pengikis, atau kertas pasir kasar) untuk mengikis lapisan penebat di permukaan kawasan kimpalan sendi.
Nota: Ia tidak boleh digilap, kerana pateri dikimpal oleh tindakan kapilari, dan ia tidak kondusif untuk kimpalan selepas menggilap.
- Kawalan dan pemanasan api
(1) Pemilihan alat
Ia lebih disukai untuk menggunakan obor kimpalan pembakaran dibantu udara yang dipanaskan secara seragam (obor kimpalan dilengkapi dengan injap kawalan aliran udara dan peranti berputar, api diputar melalui hujung kimpalan, dan api disembur sama rata. Obor kimpalan ini dijual oleh syarikat kami), dan api yang berkurangan (gas asli, minyak) lebih disukai gas cecair membakar api).
(2) Kaedah pemanasan:
Api harus lembut dan sepenuhnya meliputi kawasan kimpalan. Api harus dipindahkan ke atas dan ke bawah dan kiri dan kanan dengan kawasan sambungan sebagai pusat, supaya kawasan sambungan dipanaskan sama rata (apabila logam yang berbeza disambungkan, lebih banyak logam dengan kekonduksian terma yang baik harus dipanaskan. Sebagai contoh, apabila tembaga dan aluminium dikimpal, lebih banyak bahagian tembaga perlu dipanaskan untuk memastikan sambungan. suhu komponen).
(3) Mengisi kaedah wayar:
semasa pemanasan. Wayar yang disikat fluks boleh menyentuh bahan kerja di kawasan sambungan (suhu bahan kerja mencairkan wayar, dan kesan kimpalan lebih baik). Apabila didapati bahawa wayar boleh cair, wayar harus diberi makan dengan segera, dan pemanasan harus dihentikan untuk mengelakkan pembakaran berlebihan dan kerosakan pada logam asas. Makan wayar kimpalan sehingga pateri cair mengisi kimpalan (kerana pateri cair menembusi ke dalam kimpalan dengan tindakan kapilari, berhenti memberi makan wayar kimpalan apabila ia dilihat secara visual bahawa kimpalan dipenuhi dengan pateri.
(4) Kaedah penyejukan:
Keluarkan obor selepas kimpalan untuk membolehkan ia sejuk secara semulajadi.
Nota: Apabila kimpalan, elakkan api yang bertujuan pada titik tertentu untuk masa yang lama dan suhu kimpalan tidak boleh melebihi 630 ° C untuk mengelakkan pembakaran logam asas.
Amaran keselamatan: Kerja brazing harus memakai pakaian pelindung, sarung tangan pelindung dan cermin mata pelindung (atau pelindung muka pelindung), berhati-hati dengan percikan fluks cecair pada kulit dan menyebabkan luka bakar.
- Rawatan selepas kimpalan:
Tiada rawatan lanjut diperlukan selepas penyejukan, sisa fluks kelihatan tetapi tidak menghakis, tidak menyerap kelembapan dan mematuhi dengan tegas. Sekiranya perlu, disyorkan untuk menggunakan kaedah fizikal untuk mengeluarkan, seperti menggunakan berus logam untuk dikeluarkan selepas merendam (jika terdapat burr kecil, ia boleh digilap dengan kertas pasir halus).






